电 话:0574-88280832
传 真:0574-88280832
邮 箱:nbsjmj@163.com
地 址:宁波市北仑区大碶街道沿山河北路19号
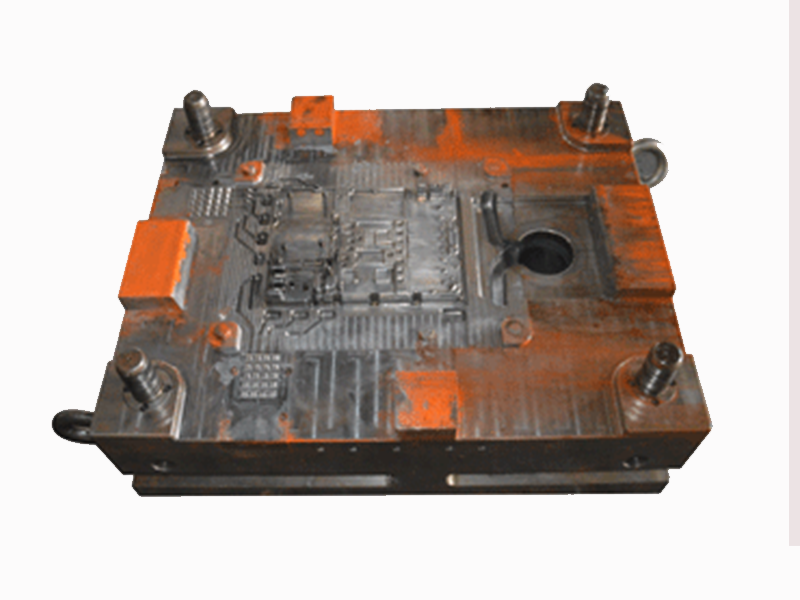
压铸模具因为生产制造时间长、项目投资大、生产制造高精度,故工程造价高,因而期待磨具有较高的使用期。但因为原材料、机械加工制造等一系列內外要素的危害,造成 磨具太早无效而损毁,导致巨大的消耗。
压铸模具无效方式关键有:斜角、转角处裂开、破裂、热裂痕(开裂)、损坏、磨蚀等。导致压铸模具无效的关键缘故有:原材料本身存有的缺点、生产加工、应用、检修及其调质处理的难题。
一、原材料本身存有的缺点
大家都知道,压铸模具的应用标准极其极端。以铝合金压铸模为例子,铝的熔点为580-740℃,应用时,溴化锂溶液温控在650-720℃。不在对磨具加热的状况下铝压铸,凹模外表温度由室内温度直升到液温,凹模表层承担巨大的拉应力。出模顶件时,凹模表层承担巨大的压地应力。千余次的铝压铸后,磨具表层便造成开裂等缺点。
不难看出,铝压铸应用标准属急热急冷。模具材料应取用热冷疲惫抵抗力、冲击韧性、耐热性高的热作模具钢。H13(5Cr5CoV1Si)是现阶段运用较普遍的原材料,据了解,海外80%的凹模均选用H13,如今中国仍很多应用3Cr2W8V,但3Cr2W8VT_艺特性不太好,传热性很差,热膨胀系数高,工作上造成非常大焊接应力,造成 磨具造成开裂乃至裂开,而且加温的时候容易渗碳,减少磨具耐磨损特性,因而归属于取代钢材牌号。奥氏体时效性钢适用耐高温裂而对耐磨性能和耐腐蚀性规定不太高的磨具。钨钼等耐热合金仅限热裂和浸蚀较比较严重的中小型镶块,尽管这种铝合金即脆又有空缺敏感度,但其优势是有优良的传热性,对必须制冷而又不可以设定水路的厚铸造件压铸模具有优良的适应能力。因而,在有效的调质处理与企业生产管理下,H13仍具备令人满意的性能指标。
生产制造压铸模具的原材料,不管从哪一方面都应合乎设计方案规定,确保压铸模具在其一切正常的应用标准下做到设计方案使用期。因而,在资金投入生产制造以前,解决原材料开展一系列查验,防止带缺点原材料,导致磨具初期损毁和生产加工花费的消耗。常见查验方式有宏观经济浸蚀查验、金相分析查验、超音波查验。
(1)宏观经济浸蚀查验。关键查验原材料的多孔结构、缩松、开裂、裂痕、非金属材料参杂及其表层的锤裂、接缝处。
(2)金相分析查验。关键查验原材料位错上渗碳体的缩松、遍布情况、晶料度及其晶体间参杂等。
(3)超音波查验。关键查验原材料內部的缺点和尺寸。

二、压铸模具的生产加工、应用、检修和维护保养
冲压模具指南中已详解了压铸模具设计方案中应留意的难题,但在明确压射速率时,较大 速率应不超过100m/S。速率太高,促进磨具浸蚀及凹模和型芯上堆积物增加;但过低易使铸造件造成缺点。因而针对镁、铝、锌相对的最底压射速率为27、18、12m/s,铝铸的较大 压射速率不可超出53m/s,均值压射速率为43m/s。
在生产过程中,偏厚的模版不能用累加的方式 确保其薄厚。由于厚钢板厚1倍,弯折形变量少85%,层叠只有起累加功效。薄厚与双板同样的2块板弯折形变量是双板的4倍。此外在生产加工冷却循环水道时,双面生产加工中应需注意确保同轴度。假如头顶部转角,又不互相同舟,那麼在应用全过程中,联接的转角处便会裂开。制冷系统的表层理应光洁,最 好是没留机械加工印痕。
电火花线切割在磨具凹模生产加工中运用愈来愈普遍,但生产加工后的凹模表层留出淬硬层。它是因为生产加工中,磨具表层自主渗氮热处理导致的。淬硬层薄厚由生产加工时电流强度和頻率决策,初加工时较深,深度加工时偏浅。不管浓淡,磨具表层均有巨大地应力。若不消除淬硬层或清除地应力,在应用全过程中,磨具表层便会造成开裂、缝隙腐蚀和裂开。清除淬硬层或去地应力能用:
①用食油石或碾磨除去淬硬层;
②不在减少强度的状况下,小于淬火溫度下来地应力,那样可大幅度减少模芯表层地应力。
磨具在应用全过程中应严控锻造生产流程。在加工工艺批准范畴内,尽可能减少溴化锂溶液的烧铸溫度,压射速率,提升磨具加热溫度。铝合金压铸模的加热溫度由100~130℃提升至180~200℃,磨具使用寿命可大大提高。