电 话:0574-88280832
传 真:0574-88280832
邮 箱:nbsjmj@163.com
地 址:宁波市北仑区大碶街道沿山河北路19号
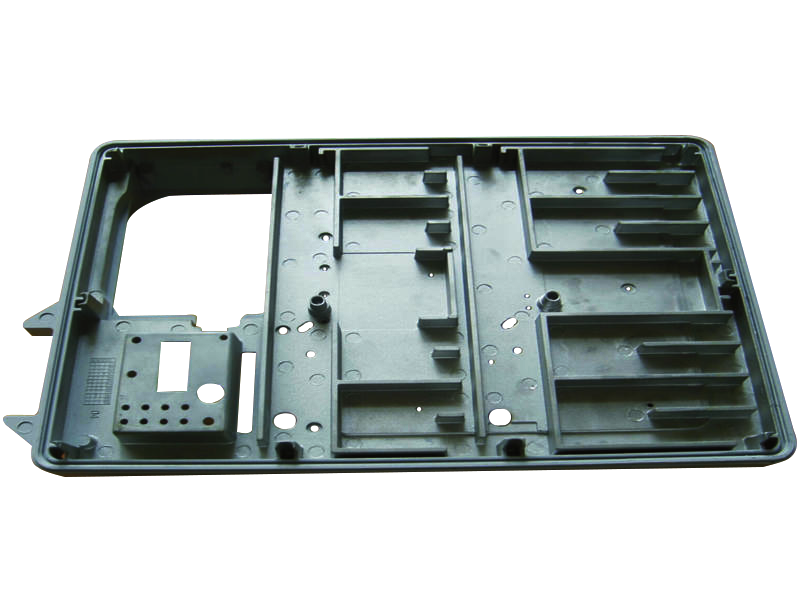
伴随着科技进步的发展趋势,对压铸件商品的安全系数和造型设计美观大方的规定持续提升。依据应用的不一样,对零件的品质的点评各有不同。从总体上,若零件在物理性能、几何图形样子、规格精度、缩松、出气孔、表面粗糙度等层面考虑应用规定,便是合格品;此零件比工程图纸规定品质稍弱些,但还能凑合应用,该零件便是残品。假如彻底不符应用规定,该零件便是废料。怎样生产制造出高品质的零件,对节省原材料、电力能源和减少生产制造综合工时,提升经济收益都是有非常大的实际意义。
1、危害压铸件品质的要素
危害压铸件品质的要素许多 ,如压铸机种类及品质,压铸件几何图形构造及技术标准的合理化,模具的构造及实际操作工作人员的技术实力等。
1.1压铸件的设计方案
设计师应首先充足掌握客户的应用规定及工作中标准,压铸件的承受力状况,随后依据应用规定及办公环境挑选适度的材料,掌握其材料压铸特性等。在设计方案时,要需注意在考虑应用规定的前提条件下尽可能使压铸件构造简易。壁厚适度匀称且留出必需的脱模倾斜度,不然会造成 压铸件上出現凹痕、出气孔、缩松欠铸拉痕、裂痕、形变等缺点。
压铸件规格精度的规定应有效,不然会对模具设计方案、模具生产加工、加工工艺标准的制订和管理方法导致多余的不便,又会导致很多的不合格产品。
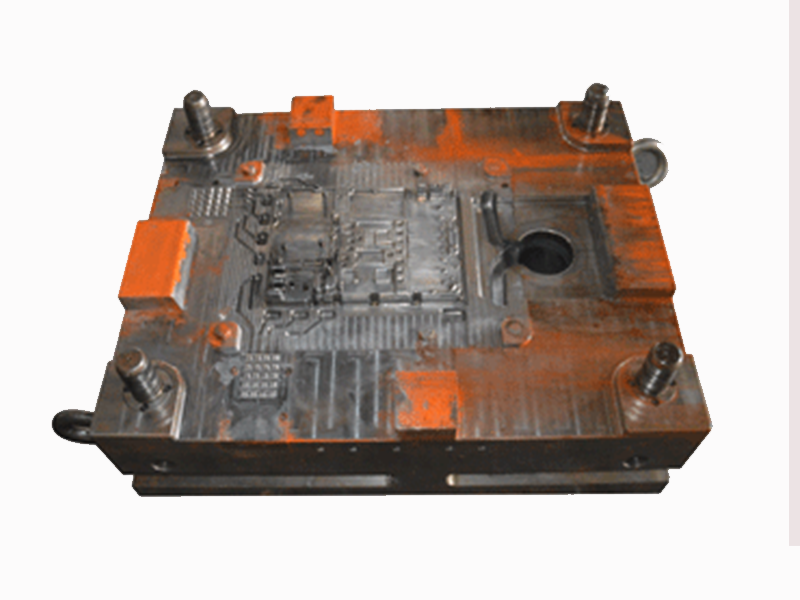
1.2模具构造、生产加工精度及模具原材料的挑选
压铸件是由模具压铸的,毫无疑问模具的设计方案、生产加工精度、模具原材料的挑选等与产品品质有密切相关。模具构造不科学,不管从加工工艺上采用哪种对策,也难以使商品达标。除此之外,模具原材料、模具的生产加工精度、粗糙度、生产加工印痕、热处理工艺的细微裂开、渗氮层薄厚及其模具安装不善等都是危害商品的品质及模具使用寿命。
1.3压铸加工工艺的制订和实行
压铸加工工艺的制订和实行与模具、压铸机器设备的品质、实际操作工作人员的技术实力相关。在中国目前压铸机器设备标准下,对压铸加工工艺主要参数还难以完成平稳、靠谱、精准的操纵。完成基础操纵压铸加工工艺是将压铸机器设备、压铸原材料和模具等因素组成并多方面应用的全过程。对加工工艺及基本参数不严格遵守,会使压铸件产生缩松、形变、欠铸、规格不过关等。

2、压铸件品质与模具的关联
模具是压铸件的关键专用工具,因而在设计方案模具时要尽可能留意使模具整体构造及模具零件合理配置,有利于生产制造,有利于应用,可以信赖。要使模具在压铸中不形变,金属材料液在结构内流动性平稳,能匀称地使铸件制冷,能自动式压铸而没有问题。除此之外,要依据生产制造大批量,材料状况等有效地采用适合的模具原材料。
2.1模具构造要有效,模具零件的构造还要有效
从抗压强度的见解看来,把模具零件设计方案成总体的好,经久耐用,在应用中不容易毁坏,不容易形变。可是假如压铸件样子繁杂,模具零件也繁杂,会使模具生产加工艰难,生产加工的精度不高。若把模具零件制成组合型,则生产加工大幅简单化,易得到高的生产加工精度,从而可得到高品质的压铸件。
2.2凹模数的决策
决策凹模数,要考虑到机器设备工作能力,模具生产加工的难度系数,生产制造大批量尺寸,铸件的精度规定等。非常是多凹模模具,因为模具生产加工难度系数大、规格精度偏差大,流道配备不容易获得平衡。各种类型腔铸件特性也不一致。压铸件规定精度高,几何图形样子繁杂时最 好是一模一腔。中小型铸件依据状况而定。
2.3浇筑系统软件的设计方案
浇筑系统软件不但是液体金属填充压铸型的安全通道,还对熔融液流动性速率和工作压力的传送及其排气管标准,压铸型热稳定等要素有缓冲作用。因此设计方案浇筑系统软件务必剖析铸件的结构特点,技术标准,铝合金类型以及特点,也要考虑到压铸机的种类及特性等,那样才可以设计方案有效的浇筑系统软件。
现阶段直浇道系统软件沒有统一的计算方式。多选用工作经验而开展设计方案,试件调节。工作经验为:
直浇道规格,根据内进胶口截面而定,即内进胶口截面:直浇道截面=1:3-1:4.内进胶口薄厚:直浇道薄厚=1:5-1:8
2.4排放系统设计方案
模具应设立充足溢流式范畴的溢流式槽和排气管安全通道,这对确保产品品质很重要。大家经常忽略溢流式安全通道由进去的金属材料液太早堵住的状况,选用图l所显示的构造,能使金属材料液先流到溢流式槽的较深的位置,确保排出气孔的最多時间内一直是通的。除此之外,溢流式槽应设立顶料杆,以清除溢流式槽中的金属材料。
2.5模具温度
压铸模的温度是危害铸件品质的一个关键要素。模温不善不仅危害压铸件的內外品质(如铸件造成出气孔、缩松、松散、黏膜、晶体粗壮等缺点),还危害铸件规格精度乃至铸件形变,使压铸模出現开裂,使铸件表层产生无法消除的网状结构毛边,危害压铸件的外型品质。以铝合金型材为例子,铝合金温度在670-710℃浇入金属型铸。在长期性生活实践中小结得到模具最 好温度应操纵在浇入金属型铸温度的40%,铝合金型材压铸模温度为230~280℃,模具温度在这里一范畴内有益于得到高品质增产铸件。
模具一般都无需汽体或电加热器,而选用加热制冷设备。这种设备是依照规定用食油作物质,对模具开展加热和制冷的。
2.6成形零件规格的决策
测算压铸零件规格时采用压铸原材料的缩水率要切合实际,要不然会造成 生产制造的商品不过关。必需时根据实验模具评测以后再测算压铸件的规格。针对高精度的商品,乃至要把模具压铸零件原材料的热变形及其商品压铸后储存,应用自然环境对商品规格精度的危害考虑到以内。
2.7分析面部位的决策
分析面的部位会危害到模具生产加工、排气管、商品出模等。一般分析面会在商品上留有一条印痕线,危害商品的工艺性能及规格精度。因而,设计方案分析面部位时,除充分考虑商品出模、模具生产加工、排气管等难题外,可把分析面部位放到商品工艺性能规定不太高或规格精度不太高的地区。