电 话:0574-88280832
传 真:0574-88280832
邮 箱:nbsjmj@163.com
地 址:宁波市北仑区大碶街道沿山河北路19号
模具是实现少、无切削加工的关键工艺装备,在当代生产中日渐获得普遍的运用。
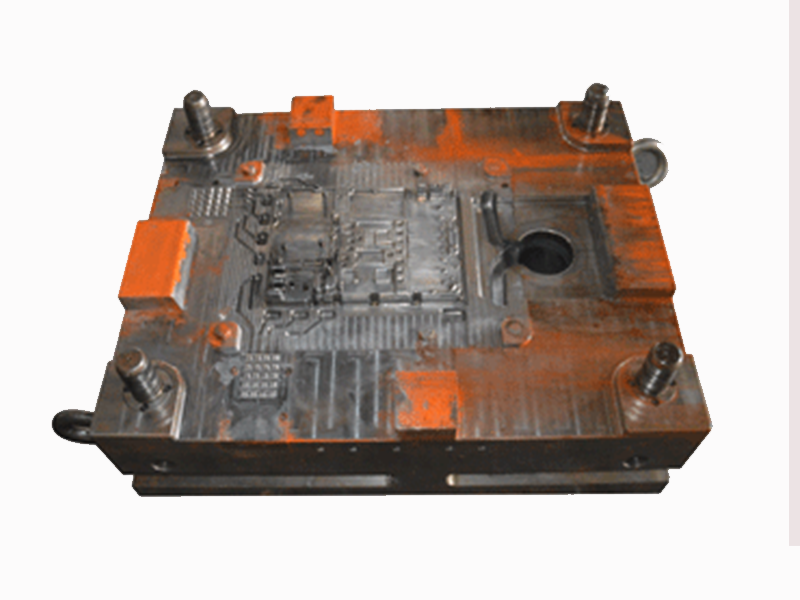
在锌合金压铸时,经常碰到一些防碍正常投产的关键难题,便是压铸模具遭受毁坏,主要表现有以下三种失效种类:
(1)断裂失效,如,塑性断裂失效、疲劳断裂失效、蠕变断裂失效、低应力脆断失效、物质加快断裂失效等。
(2)过量形变失效,关键包含过量的弹性和塑性变形失效。
(3)凹模表面损伤失效,如,磨损失效、浸蚀失效、表面疲劳(缝隙腐蚀或脱落)失效等。
当凸、凹零件造成所述这类缺点时,那就不可以制造出达标的锌合金压铸件,比较严重危害压铸厂的生产规划,因此,工程技术人员须要立即处理导致这种缺点的关键问题。
生产实践强调,每副模具的承载能力、工作使用寿命、制造精度及良品率,在很大程度上在于模具钢的成分、模具零件的加工品质及热处理工艺等。
为了生产出高品质、高经济效益的商品挤压件,务必从模具结构设计、采用模具材料、机械加工制造、热处理工艺、产品成本等方面全方位开展考虑到,才可以做到需有的技术经济效果。
1.模具初期失败的统计数据
任何一种失败原因,就必须掌握及剖析模具毁坏的压根要素,需从生产实践中搜集第 一手资料,即社会调研。
以模具表面和內部检测結果为根据,找到在其中危害模具失效的关键性要素,就可以查清模具失效的特点和毁坏的根本原因。自然,模具失效通常是由好多个要素综合性功效的結果,在开展深入分析时,务必考虑到每个要素中间的互相影响和有机化学联络。
模具初期失效是由原料品质不太好、模具应用标准不太好、模具加工方式不太好、模具毛胚锻造工艺不太好、模具热处理工艺不佳及模具结构设计不科学等原因导致的。因而,为了避免 模具初期失效,增加模具使用寿命,需从所述几方面采取有效的、相对的预防措施。
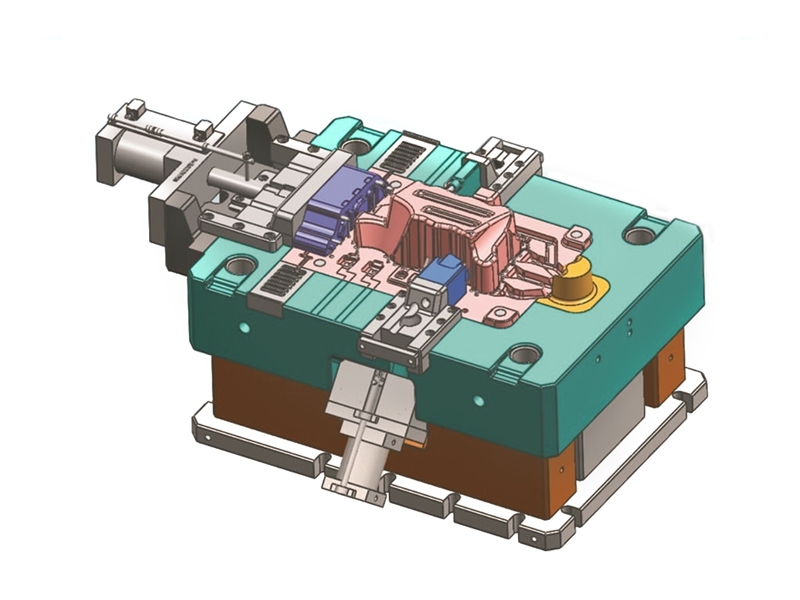
2.压铸模具的工作标准
正挤压模座关键承担压应力的功效,而反挤压模座或复合挤压模座,在挤压工作行程时,承担着很大的压应力功效,在往返的时候承担较小的拉应力,这一拉、压应力是交变造成的。无论是正挤压還是反挤压,通常还遭受轴力负载所造成的应力的功效。从而能够看得出,冷挤压模座遭受拉、压和应力的综合性功效,其承受力情况是非常复杂的。
冷挤压型腔内腔因为承担着很大的内压力的功效,进而使型腔的圆上方位上功效着很大的拉应力。
除此之外,冷挤压成型是在很短期内内进行的,且将大截面的胚料变为小截面的挤压件,进而使模具承担着交变的冲击载荷。
冷挤压过程中的热效应及其模具工作表面遭受的强烈摩擦功效,使挤压件温高达300~400℃,进而使模具在工作时温度上升,不工作时温度又有降低,换句话说,模具还承担着热冷交变应力的功效。
这般严苛的工作标准,促使冷挤压模具的使用寿命比其他压铸模具要短得多。因而,为了增加模具的使用寿命,减少产品成本,提升 经济效益,查清模具失效的根本原因,并采用有力的对策加以解决,针对冷挤压模具看起来比其他的模具更为重要。

3.压铸模具毁坏的各种实际要素
冷挤压模具因受应用状况不一样,应用的钢种繁杂,加工工序多等,可将危害模具使用寿命的各种实际要素分成以下六个方面:
(1)挤压件方面
在挤压件设计时,与模具失效相关的有:
①原料钢号;
②制品形状及规格;
③挤压方法;
④形变程度;
⑤制品规格精度。
(2)模具设计方面
冷挤压时,危害模具使用寿命的有:
①模具材料使用不当;
②强度不科学;
③面与面交叉处有斜角;
④厚厚壁相距过大;
⑤联接圆弧半经过小;
⑥材料化学纤维趋向不科学;
⑦配合精度不善。
(3)模具材料方面
在采用模具材料时,紧密相关的有:
①钢的纯度差;
②成分缩松;
③钢内松散;
④带条状(网状)渗碳体;
⑤带条状机构;
⑥球化退火品质不太好。
(4)机械加工制造方面
模具零件金属材料切削加工时,危害模具失效的有:
①切削损伤,产生微裂痕印痕;
②金属加工品质差;
③联接圆弧半经较小;
④表面表面粗糙度差;
⑤规格精度差;
⑥加工应力未去除。
(5)热处理工艺方面
在热处理工艺模具零件时,危害模具失效的有:
①加温速率不善;
②热处理温度不善;
③制冷速率不善;
④隔热保温時间不善;
⑤炉内氛围不善;
⑥淬火频次不足;
⑦表面硬度不足;
(6)应用实际操作方面
在冷挤压加工生产时,与模具失效相关的有:
①模具安裝不善;
②润化标准差;
③制冷标准不善;
④机器设备情况不太好;
⑤操作过程不按要求。
根据如上所强调的,危害冷挤压模具使用寿命的各种各种众多要素,使大家清晰地见到,对实际的具体生产难题,需选用相对的对策来逐渐处理。