电 话:0574-88280832
传 真:0574-88280832
邮 箱:nbsjmj@163.com
地 址:宁波市北仑区大碶街道沿山河北路19号
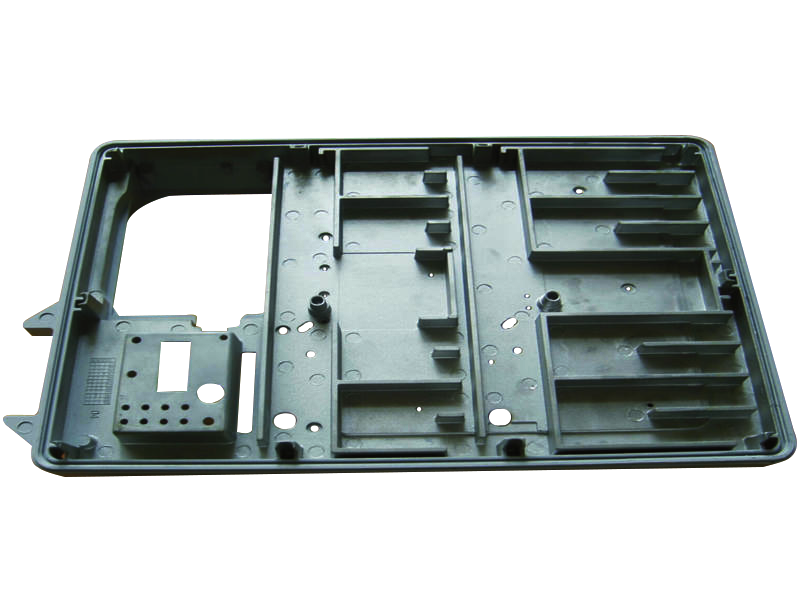
学技术的发展,对压铸件商品的安全性和造型美观的规定持续提升。依据应用的不同,对零件的质量的点评有所不同。今日小编来给大家讲下模具设计是怎么影响铝压铸件质量的。怎样生产出高质量的零件,对节省材料、电力能源和减少制造施工时间,提升经济效益都是有非常大的意义。
一.影响压铸件质量的要素
影响压铸件质量的要素许多,如压铸机种类及质量、压铸件几何构造及技术要求的合理性、模具的构造及操作人员的技术水平等。
1.压铸件的设计
设计师应首先充足掌握客户的应用规定及工作标准,压铸件的受力状况,随后依据应用规定及工作环境挑选适度的材料,掌握其材料压铸特性等。在设计时,要需注意在考虑应用规定的前提条件下,尽可能使压铸件构造简易。壁厚适度匀称,且留出必需的脱模倾斜度,不然会造成 压铸件上出現凹痕、气孔、缩松、欠铸、拉痕、裂痕、形变等缺点。
压铸件规格精度的规定应有效,不然会对模具设计、模具加工、工艺标准的制订和管理方法导致多余的不便,又会导致很多的不合格产品。
2.模具构造、加工精度及模具材料的挑选
压铸件是由模具压铸的,无疑模具的设计、加工、模具材料的挑选等与产品质量有密切关系。模具构造不合理,不管从工艺上采用哪种对策,都难以使商品达标。
此外,模具材料、模具的加工精度、粗糙度、加工印痕、热处理的细微裂开、氮化层薄厚及其模具装配不善等,都是会影响商品的质量及模具寿命。
3.铸件材料的收缩率
铸件材料的收缩率,一般以均值百分率或者以有一定转变范畴的百分率方式得出时,一般选用材料的均值收缩率。针对高精度的压铸件,设计模具时,选用材料收缩率应需注意,必需时,能够先作实验模具,在实验模具上获得必须的数据以后,再下手设计和制造用以很多生产的模具。
4.压铸工艺的制订和实行
压铸工艺的制订和实行,与模具、压铸设备的质量、操作人员的技术水平相关。在中国现有压铸设备标准下,对压铸工艺参数还难以完成平稳、靠谱、精准的控制。完成基础控制压铸工艺是将压铸设备、压铸材料和模具等因素组成并多方面应用的过程。对工艺及基本参数关不紧实行,会使压铸件产生缩松、形变、欠铸、规格不合格等。

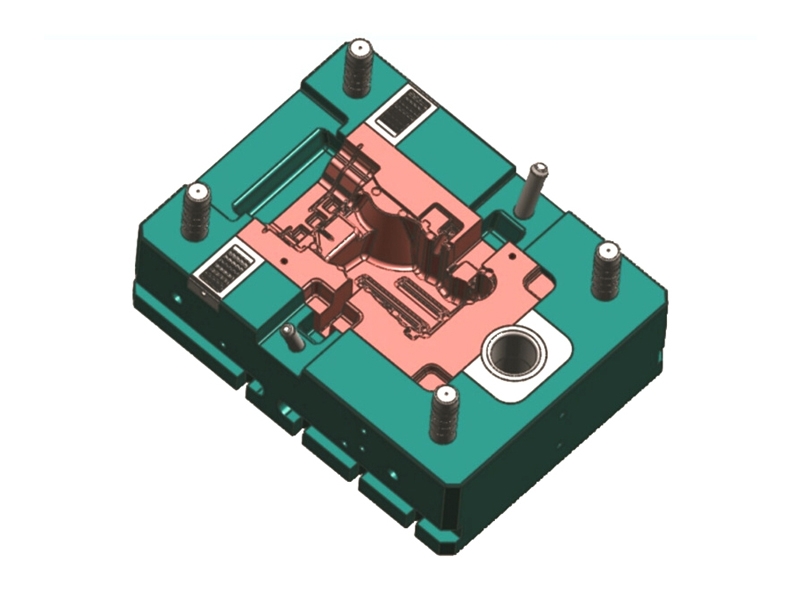
二.压铸件质量与模具的关联
模具是压铸件的关键工具,因而,在设计模具时,应尽可能留意使模具整体构造及模具零件合理配置,便于制造,便于应用,安全可靠。要使模具在压铸中不形变,金属液在结构内流动平稳,能匀称地使铸件制冷,能全自动压铸而无故障。此外,要依据生产大批量、材料状况等有效地选用适合的模具材料。
1.模具及模具零件的构造要有效
从强度的见解看来,把模具零件设计成总体的好,坚固耐用,在应用中不易毁坏,不易形变。可是,假如压铸件形状复杂,模具零件也复杂,会使模具加工艰难,加工的精度不高。若把模具零件制成整体式,则加工大幅简化,易得到高的加工精度,从而可得到高质量的压铸件。
2.型腔数的决策
决策型腔数,要考虑到设备能力、模具加工的难易、生产大批量尺寸、铸件的精度规定等。尤其是多型腔模具,因为模具加工难度大,规格精度误差值大,流道配备不易获得平衡,各种类型腔铸件特性也不一致。压铸件规定精度高、几何形状复杂时,最 好一模一腔。小型铸件依据状况而定。
3.浇注系统的设计
浇注系统不但是液体金属填充压铸型的通道,还对溶体的流动速率和压力的传送及其排气标准、压铸型热稳定等要素有调节作用,因此,设计浇注系统务必剖析铸件的结构特点、技术要求、合金类型以及特点,也要考虑到压铸机的种类及特性等,那样才可以设计有效的浇注系统。
4.排气系统设计
模具应设立充足溢流范畴的溢流槽和排气通道,这对保证产品质量很重要。大家经常忽略溢流通道由进去的金属液太早堵住的状况。要选用有效的构造,使金属液先流到溢流槽的较深的位置,保证排气孔在最多時间内一直是通的。此外,溢流槽应设立顶料杆,以清除溢流槽中的金属。
5.模具温度
压铸模的温度是影响铸件质量的一个关键要素。模温不善,不仅影响压铸件的內外质量(如铸件造成气孔、缩松、松散、黏膜、晶体粗壮等缺点),还影响铸件规格精度,乃至铸件形变,使压铸模出現开裂,使铸件表层产生难以消除的网状毛边,影响压铸件的外型质量。以铝合金为例子,合金温度在670-710℃浇入铸型。在长期生产实践中,汇总得到模具最 好温度应控制在浇入铸型温度的40%。铝合金压铸模温度为230-280℃,模具温度在这里一范畴内有益于得到高品质增产铸件。
模具一般都无需汽体或电加热,而选用预热制冷设备,这种设备是依照规定用食油作物质,对模具开展预热和制冷的。
6.成形零件规格的决策
测算压铸零件规格时,选用压铸材料的收缩率要切合实际,要不然会造成 生产的商品不合格。必需时,根据实验模具评测以后,再测算压铸件的规格。针对高精度的商品,乃至要把模具压铸零件材料的热变形及其商品压铸后储存、应用环境对商品规格精度的影响考虑到以内。
7.分析面部位的决策
分析面的部位,会影响到模具加工、排气、商品出模等。一般,分析面会在商品上留有一条印痕线,影响商品的表面质量及规格精度。因而,设计分析面部位时,除考虑到商品出模、模具加工、排气等难题外,可把分析面部位放在商品表面质量规定不高,或规格精度不太高的地区。
8.模具不能形变
通常因为模具构造不合理或模具材料选用不善,导致模具在应用中裂开、形变,从而造成 商品不合格,因此,在设计模具时,务必采用适度的对策来保证商品的质量。
一般,压铸时,模具内压力为70-100MPa,为使模具不形变移位,型腔要充足厚,安裝型芯的板及垫块要充足厚,必需时垫块下能够提升支垫。型芯与型腔要安裝靠谱,型芯与安裝孔侧边表面粗糙度要适合,表面粗糙度不能太低,穿埋孔型芯应两侧固定,以避免 商品一边壁厚,一边壁薄。对商品上埋孔的型芯,也需从入料口位置、总数及型芯结构加固上想办法,使型芯受力平衡。
对压铸模可对型腔、垫块开展刚度计算。对型壁内厚开展强度、刚度校核,对垫块开展刚度校核。除在模具构造上采用一些保证对策以外,还得选用形变小、强度好的模具材料。此外,模具导柱与导柱中间存有间隙,或导柱、导柱在应用过程中的磨坏都是会影响到商品的质量。尤其是规格精度高的商品,为了保证商品精度,可在分析表面设置动、前模球面配合部分,或是在型腔周边适度的地区设置2-4个定位杆,起定位及提高功效,以避免 动、前模移位,这对大型、大批量生产用模更为重要。