电 话:0574-88280832
传 真:0574-88280832
邮 箱:nbsjmj@163.com
地 址:宁波市北仑区大碶街道沿山河北路19号
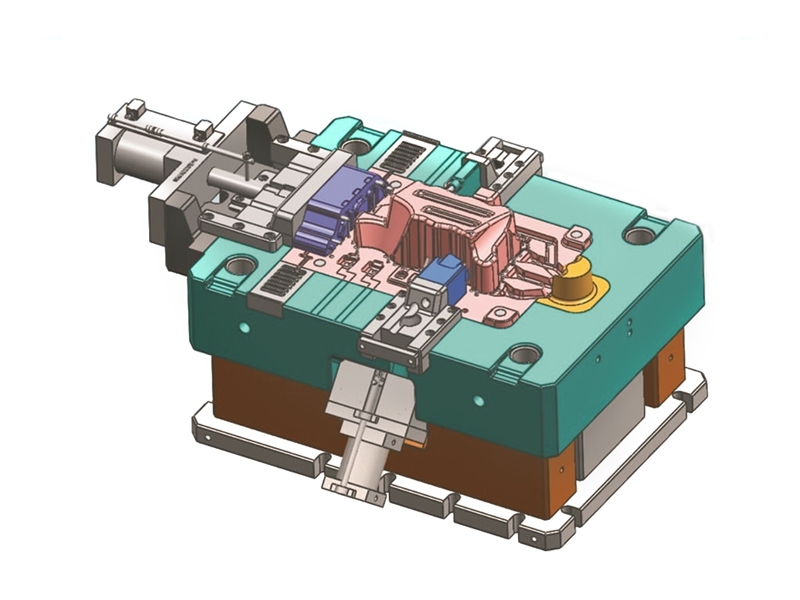
修边模结构图:
后围外板修边冲孔模。这种冲模结构属于垂直修边模。设计垂直修边模时主要是布置修边镶块。地板修边件前后面修边表面形状和中间冲方孔表面的高度相关较大,为了降低修边镶块的高度,前、后面的修边镶块和中间冲方孔镶块都采用阶梯状,相应在上下模座的支撑面上也做成阶梯状。修边镶块材料用铸造空冷钢Z7CrSiMnMoV,淬火58~6HRC。

在前面30°的斜面上有两个φ56.5㎜的孔,不允许成椭圆形。冲孔方向由修边表面形状决定,只能是垂直运动。因此必须在30°的斜面上与垂直修边方向一致垂直冲两个短轴为49㎜,长轴承为56.6㎜的椭圆孔。在斜面上垂直冲孔的凸模形状很重要,凸模形状必须成斜度,如图12-48所示的凸模形状,使凸模高面刃口先进入凹模低面刃口,这样刃口反侧力是向低面,凸模就以凹模低面刃口为反侧,逐渐进入凹模高面刃口。因此,凸模形状的斜度必须大于冲孔斜面的斜度成35°。为了避免凸模过尖,凸模高面应有一个小平面,否则会产生啃刀现象。在左、右面上有10个小孔,距修边刃口有一定距离。在凸模镶块的接合面安放冲孔凹模,由于孔径小冲孔凸模易断,为了更换凸模时不将顶出器拆下,
所以在顶出器上再安装上小顶出器,裂凸模时,只要将小顶出器扩下,就可取下冲孔凸模和固定板。