电 话:0574-88280832
传 真:0574-88280832
邮 箱:nbsjmj@163.com
地 址:宁波市北仑区大碶街道沿山河北路19号
在铝压铸生产中,磨具破坏中的常见方式是裂纹和裂纹。地应力是磨具破坏的关键原因。热、机械设备、有机化学和实际操作冲击都是地应力的来源,包括机械设备的地应力和焊接应力,由以下原因引起:
一、在模具制造制造的全过程中
1、毛坯煅烧产品质量问题。有些磨具只生产了几百件,就会出现裂缝,裂缝发展趋势很快。煅烧时可能只保证外观规格,而不锈钢板中的网状结构结晶、混合渗碳体、收缩松散、气泡等松散缺点沿生产加工方式扩大变长,产生流线型。这种流线型对Z终的热处理变形、裂纹和应用全过程中的脆裂和无效趋势危害极大。
2、车辆、铣削、刨削等最终生产加工过程中产生的钻削地应力,可根据中间淬火去除。
3、淬火钢在切割过程中会引起切割地应力,在切割过程中会引起摩擦热,导致软层和渗碳层,降低热疲劳极限,容易引起热裂纹和初始裂纹。H13钢经过精抛后,可加热至510-570℃,每25mm厚隔热一小时清除地应力淬火。
4、电火花线切割引起地应力。磨具表面造成一层聚集电级原素和电解介质原素的白净层,硬脆,本身会出现裂纹和地应力。切割电火花线时,应选择高频率,使白净层降至Z少。必须进行抛光和抛光,并进行淬火解决方案。淬火应在三级淬火温度下进行。
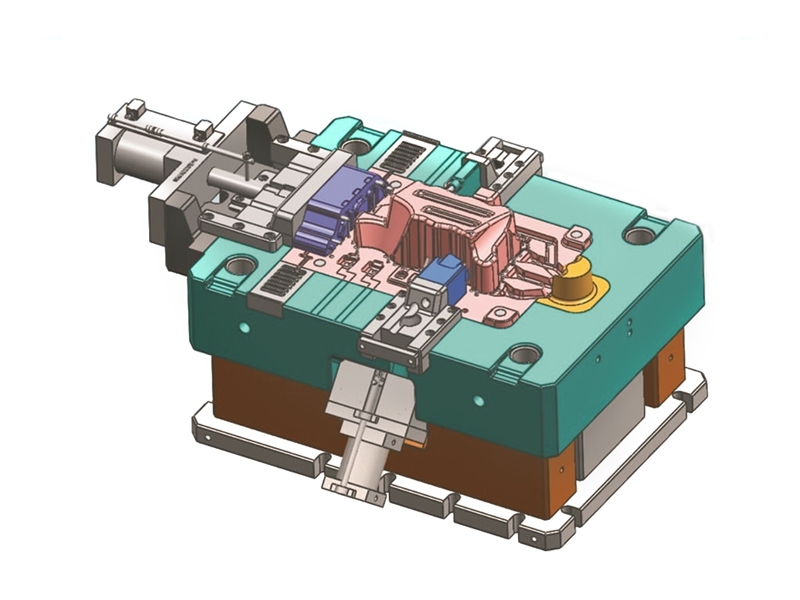
压铸模具
二、磨具处理方法中的热处理方法不正确,会导致磨具开裂和过早损坏。
只选择热处理,不进行热处理,然后进行表面渗氮加工工艺,铝压铸数千模后表面开裂开裂。钢热处理引起的地应力是整个制冷过程中焊接应力和机构地应力变化的结果。热处理地应力是导致变形和开裂的原因,固体必须进行淬火以去除地应力。
3、在铝压铸加工过程中,磨具在生产制造前应加热到一定温度,否则高温金属材料充液时会引起冷却,导致磨具内表面温度场扩大,产生焊接应力,使磨具表面开裂甚至开裂。在加工过程中,模具温度持续升高。当模具温度超过温度时,很容易造成模具粘附,健身运动部件无效,造成磨具表面损坏。应设置制冷温度控制系统软件,以保持磨具在一定范围内的运行温度。